
公司新闻
黑料网:惊喜实锤!CNC加工中心这些刀柄,你一定没见过!
加工中心刀柄的尺寸和规范备受瞩目,由于刀柄充当着机床与刀具的媒介,同样关系到同轴度跟动态平衡。按照主轴锥孔的差异,能够分为两种主要类型:锥度比例为7:24的SK通用刀柄,以及锥度比例为1:10的HSK抽真空刀柄。
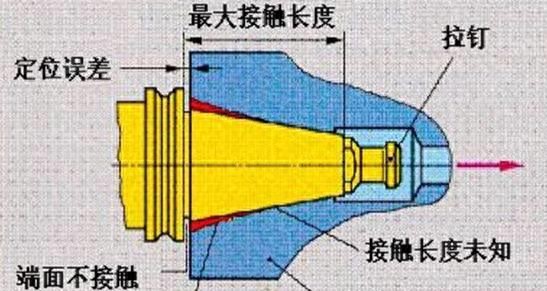
这个锥度规格为7:24,它代表一种独立的锥面固定方式,其锥柄部分设计得比较长,因此不会产生自锁现象。不过,采用这种7:24锥度的刀柄,在高速运转状态下会显现出一些不足之处,比如主轴前端的锥形孔洞容易发生膨胀,同时多次安装定位的精确度难以保持稳定。

调整方式相对固定。现阶段,角度为七比二十四的通用刀柄,存在五种既定尺寸,涵盖国际规范一号、日本规范MASBT、德国规范款式,
美标ANSI/ASME有NT和ST两种规格,NT型刀柄需借助拉杆在常规机床上实现紧固,俗称ST式,其余四种刀柄则通过加工中心利用尾部拉钉完成夹持固定

中国当前最常见的刀柄样式是型和日本MASBT型,其中型刀柄最为普遍,因为它能够适配型和ANSI/ASME主轴锥孔的设备。

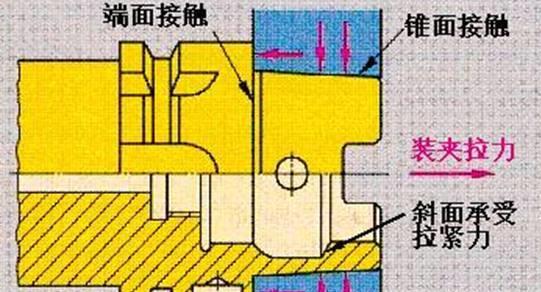
这种锥度为1:10的HSK真空刀柄,是另一种常见的刀柄类型,主要用于高速加工场合。与锥度为7:24的通用刀柄相比,这种刀柄的连接更加稳固,定位更加精确,因此能够有效提升加工工件的质量。具体来说,根据不同的加工需求,
HSK刀柄有多种规格,加工中心常用A型、E型和F型,这几种规格各有特点。A型和E型存在显著差异,关键区别在于A型带有传动槽而E型没有。这个结构差异使得两种刀柄适用于不同切削方式。弹簧夹头刀柄也是常见的刀柄种类之一。

刀具的固定方式有多种可供挑选。以下列举几种常见的固定方法,包括卡簧夹头,这种夹头适用于直柄刀具和工具的固定。它借助卡簧的弹性形变来紧固刀具,使用起来十分方便。
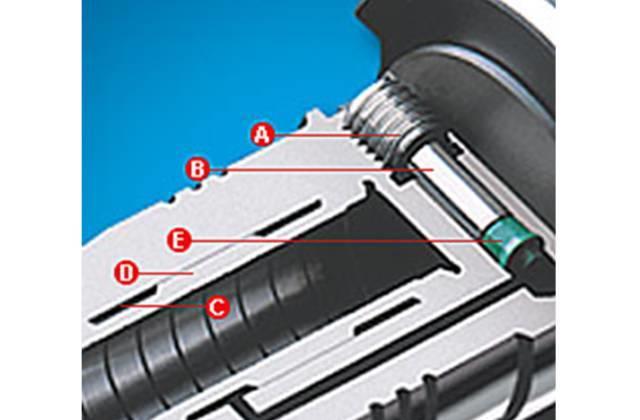
能够固定直径介于0.5到32毫米之间的刀具。该液压夹持装置依靠将液压介质注入膨胀腔来形成压力,从而实现刀具的夹紧。借助锁紧螺栓和锁紧活塞完成定位操作。装置采用了专用密封件,用以保障优异的密封表现和长久的使用周期。

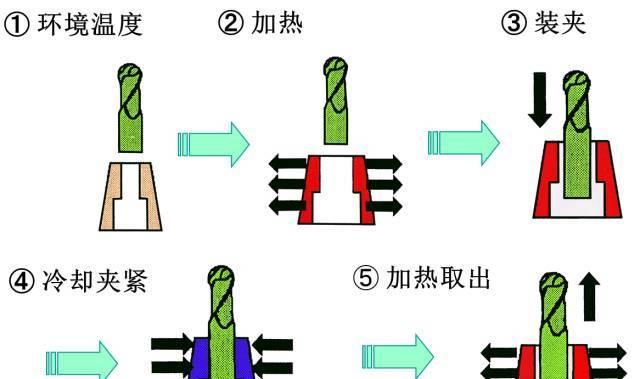
对刀柄实施加热,在安装刀具部位促使其直径产生变大现象,运用感应加热手段,把温度低的刀柄置入温度高的刀柄里面,夹持作用力强,运动稳定性佳,适合高速切削应用,确定位置精准度高,通常在2微米以下范围
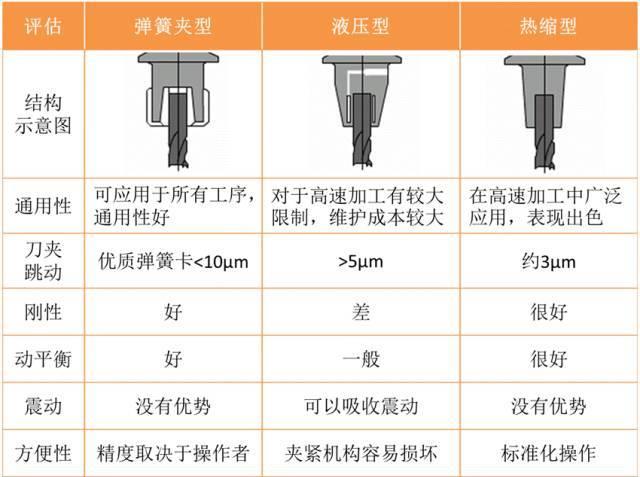
径向位移不超过五微米,抗沾染性能优异,抗互相作用性能突出。不过,每种尺寸的刀柄仅能固定一种直径的刀杆,必须配置一套加温装置。热缩式刀柄通过热缩管来固定刀杆。当热缩管升温后

收缩时会夹紧刀具,夹持力度大,能够抑制刀具的晃动。不过,每种尺寸的刀柄只能搭配一种直径的刀具,必须调换护套。除了这些类型,还有其他多种刀柄可供挑选。
